Client: Basin Electric Energy Cooperative
Location: Stanton, North Dakota, US
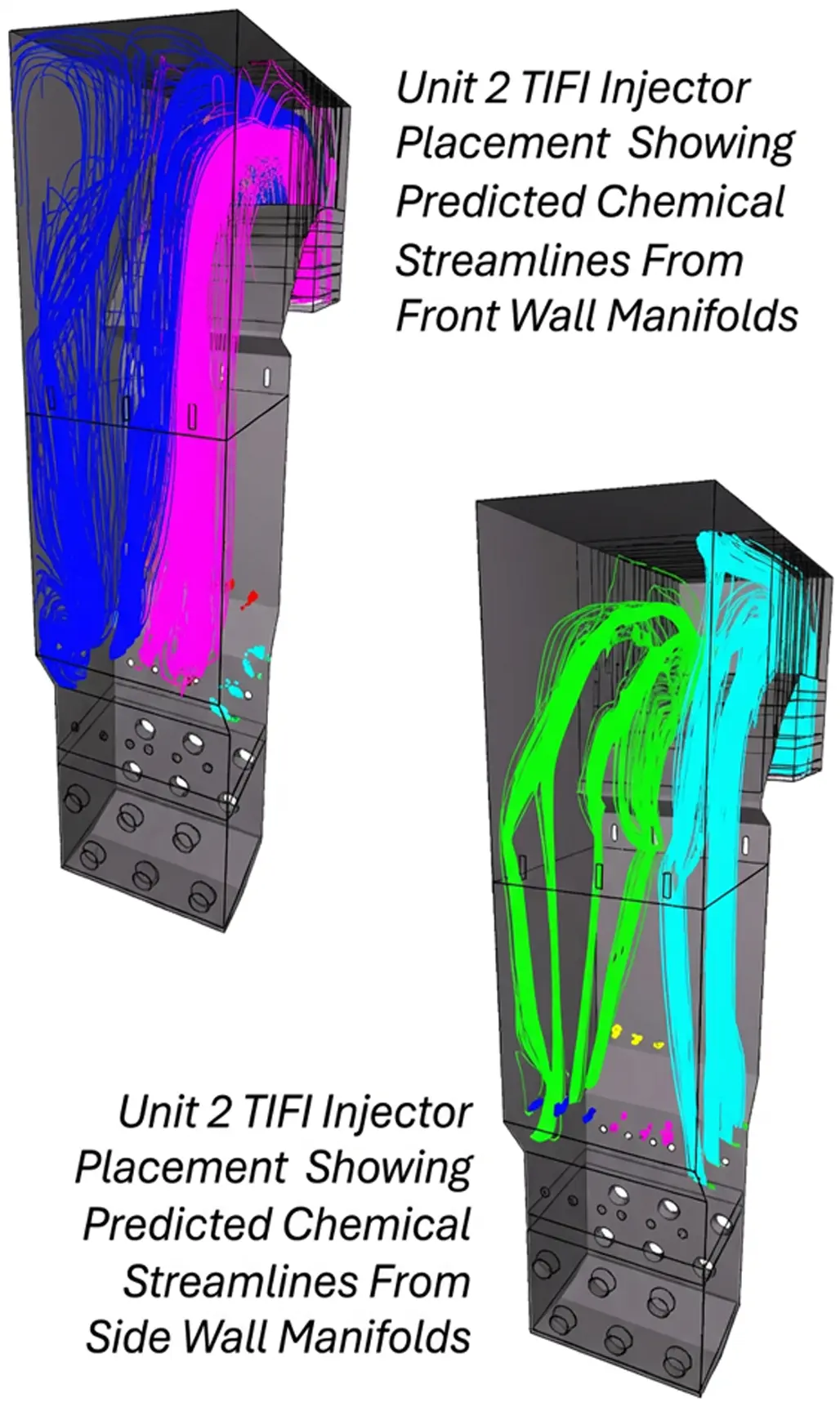
Technologies: TIFI® Targeted In-Furnace Injection
CASE STUDY
Optimizing chemical injection delivers performance enhancements
Basin Electric Power Cooperative proactively evaluated options to improve production efficiency and reduce the cost of base-load power generation at Leland Olds Generating Station. While the existing cyclone burner system removed approximately 70% of coal ash through bottom slag taps, the unique properties of lignite coal—specifically its high sodium content and low ash fusion temperature—led to persistent slagging and fouling issues.
For years vermiculite was used to aid in keeping the convection pass clean. However, the plant experienced increasingly severe slagging and fouling, particularly during periods of reduced fuel quality. Even with elevated vermiculite injection rates, boiler conditions failed to recover and continued to deteriorate at an accelerated rate. Compounding the issue, the vermiculite transport system had become increasingly maintenance-intensive and posed concerns related to safe handling practices.
The client’s primary objective was to eliminate vermiculite and reduce the challenges associated with burning lower-quality coals, all while maintaining consistent power production.
| Fuel Type | Lignite / Powder River Basin |
| Boiler Type / Size | Two lignite-fired units with a combined generating capacity of 669 MW |
Fuel Tech used CFD modeling to simulate furnace conditions and optimize chemical injection strategies, guiding precise application of the TIFI chemical program. Injection rates were adjusted based on coal quality to optimize slag control. A soot blower optimization team further enhanced system performance, supported by a 10-point boiler grading scale, based on slag survey results.
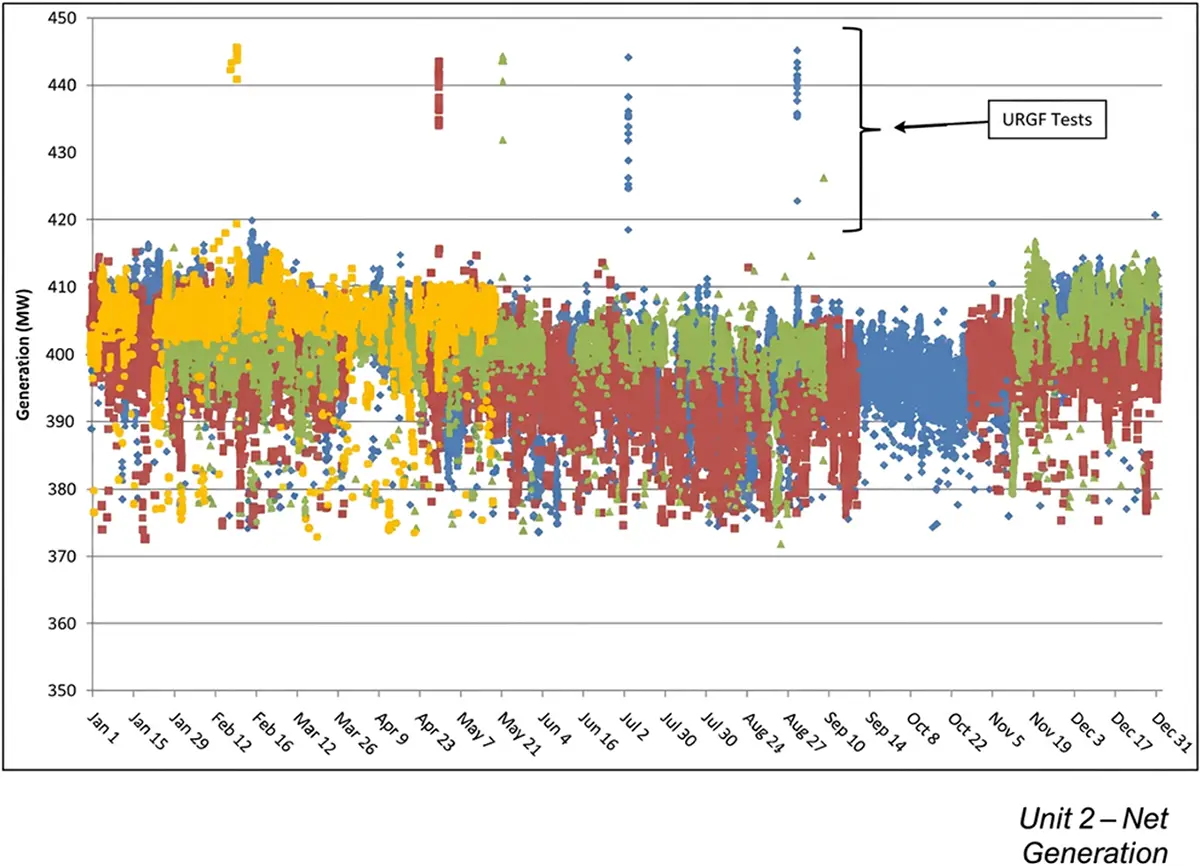
Fuel Tech’s solution delivered a range of significant performance improvements. Unit operating time at or above 400MW more than doubled — increasing from 29% to 58% — and reached 45% even without turbine upgrades. Slagging and convective pass fouling were effectively controlled, resulting in a 40–60ºF (4–16ºC) reduction in economizer exit gas temperature.
Additional operational gains included an average 5% decrease in induced draft (ID) fan power and improved steam temperature control, with the unit able to sustain its maximum main steam temperature of 1,005ºF (540ºC) for longer periods between annual outages.
The plant also achieved a 120–180 Btu/kWh improvement in heat rate and optimized soot blowing, which contributed to reduced pressure part damage. Cleaning-related downtime was minimized to four days and the need for annual cleaning outages was eliminated. Environmental performance improved as well, with NOx emissions decreasing by 15–18% due to increased furnace cleanliness and heat transfer efficiency — and by an additional 30–40% following the commissioning of the Over Fire Air (OFA) ports.